Chi ha inventato il barattolo di latta. Lattine di metallo. L'invenzione del barattolo di latta
I contenitori metallici sono in stagno, alluminio, cromo e lamiera alluminata.
Le lattine metalliche per cibo in scatola sono fatte di due tipi: I - malfunzionante e II - intero. Le banche di tipo I sono rotonde e rettangolari e le lattine di tipo II sono rotonde e figurative (rettangolari, ovali, ellittiche). L'elenco e le caratteristiche delle lattine metalliche rotonde più comunemente utilizzate sono riportate in tabella.
Il materiale per la produzione di barattoli di latta è la banda stagnata, che è un acciaio laminato sottile di 0,18-0,36 mm di spessore, rivestito su entrambi i lati con uno strato protettivo di stagno. A seconda del metodo di applicazione del rivestimento protettivo in stagno, la banda stagnata viene prodotta in due tipi: stagnatura a caldo ed elettrolitica.
Nella stagnatura a caldo, lo stagno opportunamente preparato viene fatto passare attraverso un bagno di stagno fuso. Allo stesso tempo, non è possibile ottenere uno strato di stagno sottile (meno di 1,5 micron), regolabile ed uguale su tutta la superficie della lastra. Le perdite di stagno durante la stagnatura a caldo sono significative. Lo stagno caldo viene applicato su unità a produttività relativamente bassa.
La stagnatura elettrolitica dello stagno viene eseguita su unità altamente meccanizzate, ad alta velocità e ad alta produttività. Con questo metodo di stagnatura, lo spessore del rivestimento di stagno può essere drasticamente ridotto a 0,6 micron, ottenendo così un notevole risparmio di stagno (2,5 volte rispetto alla stagnatura a caldo).
Molti cibi in scatola sono altamente corrosivi per la placcatura in stagno, specialmente se applicati elettroliticamente. Pertanto, la banda stagnata deve essere verniciata dall'interno. Per proteggere il lato esterno del contenitore metallico dall'atmosfera di corrosione e per conferire al contenitore un buon aspetto del prodotto, le sue pareti sono rivestite con vernici e pitture.
Una lattina cilindrica malfunzionante è composta da tre parti: un coperchio, un corpo e un fondo. Il coperchio e il fondo, che sono completamente identici nel design e sono chiamati estremità, sono fissati al corpo cilindrico flangiato (cioè con bordi piegati) mediante una cucitura. Come si può vedere dalla figura (Fig. 6), la cucitura è costituita da cinque strati di stagno, due dei quali sono il corpo di perline e tre sono il coperchio.
La tenuta della cucitura è assicurata non solo dalla stretta compressione dei citati strati di stagno, ma anche dalla presenza di un materiale sigillante - pasta di ammoniaca-acqua con vari riempitivi, che si presenta sotto forma di un sottile film elastico sul canale della flangia ritorta e riempiendo strettamente lo spazio tra gli strati di stagno. Senza materiale di tenuta, anche con una compressione molto forte degli strati di lamiera, la cucitura è permeabile all'aria.
Il corpo della lattina viene formato dopo aver arrotolato un foglio rettangolare di stagno in un cilindro, sul quale vengono preliminarmente piegati i bordi, e quindi rivettato "nella serratura". La cucitura risultante, chiamata cucitura longitudinale, viene sigillata con stagno- saldatura al piombo. Pertanto, la cucitura longitudinale è composta da quattro strati di lamiera (ad eccezione dei bordi, dove ci sono solo due strati, che danno anche quattro strati quando piegati). Di conseguenza, la giunzione della cucitura longitudinale con la cucitura (cosiddetta cucitura d'angolo) è costituita da sette strati di stagno: quattro dà il corpo e tre copre.
Le estremità delle lattine sono stampate e per dare loro elasticità, per facilitare il rigonfiamento durante la sterilizzazione e per piantarle nella loro posizione originale dopo il raffreddamento, su di esse viene realizzato uno speciale rilievo sotto forma di cerchi concentrici.
Il corpo è collegato alle estremità su una macchina aggraffatrice. La cucitura viene formata in due passaggi utilizzando rulli di aggraffatura. Innanzitutto, il rullo aggraffatore della prima operazione prepiega i bordi delle estremità sotto la flangia piegata del corpo, quindi il rullo della seconda operazione preme tutti i 5 (o 7) strati di lamiera l'uno contro l'altro e infine forma una doppia cucitura.
Insieme allo stagno della stagnatura elettrolitica, sono stati recentemente introdotti nuovi materiali per l'inscatolamento di contenitori metallici. Questi includono lamiera laccata cromata, alluminio e sue leghe, lamiera laccata alluminata.
Particolarmente promettente è l'uso per la produzione di alluminio per conserve in combinazione con un rivestimento di vernice. L'alluminio è caratterizzato da elevata plasticità, leggerezza, innocuità per il corpo. Anche il foglio alluminato ha una prospettiva. Si ottiene applicando al nastro di acciaio laminato uno strato di alluminio con uno spessore di 1-5 micron.
I tubi sono realizzati in lamiera di alluminio con uno spessore di 4-5 mm per il confezionamento di prodotti pastosi in scatola, principalmente per l'alimentazione di bambini e astronauti. I tubi vengono riempiti dall'estremità della coda, che viene quindi sigillata. La tenuta delle cuciture della coda è assicurata da guarnizioni e il naso del tubo è sigillato con una pellicola metallica. La superficie interna dei tubi in alluminio è verniciata con vernici per alimenti e sul lato esterno sono stampate etichette colorate.
Il più diffuso è il contenitore in latta, è leggero e ha un'elevata conducibilità termica. Contenitori di latta delle dimensioni richieste possono essere prodotti in conservificio. Tuttavia, i contenitori di latta presentano una serie di svantaggi.
Quando si conserva il cibo in scatola in contenitori di banda stagnata, si verificano processi di corrosione, ovvero la transizione del metallo sotto l'influenza dell'ambiente (aria o prodotti alimentari) in vari composti di ossido o sali di acidi organici.
Durante lo stoccaggio nei magazzini, soprattutto quelli non riscaldati, la superficie esterna del barattolo inizia a ricoprirsi di prodotti di ossidazione (ruggine). Questo processo avviene nonostante lo strato di stagno ricopra la base di ferro dello stagno, perché lo strato di stagno ha dei pori. Tipicamente, quando stagnata a caldo, la banda stagnata ha 6-10 o più pori per centimetro quadrato. Ogni punto è un oligoelemento, in cui i processi di corrosione avvengono sotto l'influenza dell'umidità. In autunno, primavera, e per il sud e in inverno, durante il giorno nei magazzini, la temperatura dell'aria cambia bruscamente e si creano condizioni di umidità relativa elevata quando l'aria satura di vapore acqueo si raffredda quando viene a contatto con i cumuli di cibo in scatola (la temperatura del cibo in scatola non cambia così bruscamente come l'aria), sulla superficie del contenitore di latta, è sovrasaturato di vapore acqueo e si depositano gocce di umidità sulla superficie dello stagno. Nelle goccioline di umidità depositate sulla superficie contaminata dello stagno, si forma un elemento elettrico ferro - stagno e il conduttore è acqua contaminata da composti organici e inorganici. Ferro e stagno hanno potenziali elettrici diversi. In queste condizioni, il ferro si dissolve e lo stagno viene trattenuto. L'acqua si asciuga e la latta si copre di macchie di ruggine.
Quando viene a contatto con cibo in scatola contenente acidi organici, il potenziale elettrico dello stagno cambia a seconda del pH del mezzo di conservazione e inizia la transizione dello stagno in cibo in scatola. Per questo motivo le autorità sanitarie hanno standardizzato il contenuto di stagno delle conserve. Il contenuto massimo di stagno nelle verdure e in altri tipi di cibo in scatola non deve superare i 200 mg per 1 kg. Rivestire la superficie interna delle lattine con vernice o smalto riduce significativamente la transizione dello stagno in cibo in scatola.
Oltre alla banda stagnata stagnata a caldo, le industrie conserviere utilizzano lo stagno laminato bianco senza vernice e verniciato per la produzione di lattine e coperchi per contenitori di vetro ZKL (latta calda verniciata) ed EZhKL (stagno elettrolitico verniciato). Il foglio laccato bianco arrotolato dovrebbe avere una superficie lucida senza gocce di vernice, bolle, aree non verniciate. Il colore della superficie del foglio deve essere uniforme. La banda stagnata è disponibile in varie larghezze per ridurre gli sprechi durante la produzione di lattine.
Per ridurre il consumo di stagno, vengono prodotte lamiere laminate di stagnatura elettrolitica (non a caldo). Il consumo di stagno durante la stagnatura elettrolitica si riduce di 2-3 volte. Lo stagno elettrolitico è rivestito con un doppio strato di vernice.
Oltre alla banda stagnata, viene prodotta la latta arrotolata del marchio ZhCHKL (stagno laccato nero in scatola), da cui vengono prodotti i coperchi per contenitori di vetro.
Sono stati eseguiti numerosi lavori sull'uso dell'alluminio per la produzione di lattine e coperchi SKO. L'alluminio è ben stampato. Eventuali violazioni della superficie dell'alluminio durante lo stampaggio non sono importanti come nello stagno, poiché il film di ossido nei punti di danno sotto l'influenza dell'ossigeno, l'aria viene rapidamente ripristinata. La verniciatura superficiale in alluminio offre una protezione aggiuntiva contro la corrosione. I prodotti di corrosione dell'alluminio sono bianchi e non sono regolamentati dalle autorità sanitarie. Ma quando si utilizza l'alluminio, ci sono una serie di difficoltà: l'alluminio non può essere saldato, quindi è impossibile ricavarne lattine prefabbricate, ha una resistenza meccanica ridotta rispetto allo stagno, quindi il rifiuto delle lattine aumenta nel processo di loro fabbricazione e durante le operazioni di carico e scarico. L'alluminio ha una ridotta resistenza alla corrosione dell'ambiente acido del cibo in scatola, pertanto, nonostante la verniciatura della superficie interna delle lattine, è adatto solo per il confezionamento di cibi in scatola con un pH di circa 7 (carne, pesce sott'olio, verdure al naturale).
Per combattere la corrosione, lo stagno o altri materiali di cui sono fatte le lattine devono essere verniciati. Le vernici e gli smalti utilizzati per la stagnatura non devono contenere impurità nocive: sali di metalli pesanti, sostanze che conferiscono al prodotto un sapore, un odore o un colore sgradevoli.
I film di lacca e smalto devono resistere al trattamento meccanico e termico, necessario per la produzione di lattine e durante i processi tecnologici. Il film non dovrebbe staccarsi dalla superficie della lamiera, formare crepe, ma dovrebbe resistere, senza modifiche, al riscaldamento durante la sterilizzazione per 2 ore. ad una temperatura di 100° o 1,5 ore ad una temperatura di 121°.
La densità e la resistenza del film di lacca vengono controllate facendo bollire campioni di stagno laccato per 2 ore. in una soluzione di zucchero al 50%, cloruro di sodio al 3%, passata di pomodoro al 12% e acido acetico al 3%. I rivestimenti laccati non devono essere alterati da questo trattamento.
Lo stagno, da cui vengono realizzati i contenitori per cibo in scatola, contenenti molte sostanze proteiche (granchio, pollo), è rivestito con smalti resistenti alle proteine.
Lo smalto dovrebbe resistere all'ebollizione per due ore in una soluzione di cloruro di sodio al 3% o in una soluzione di gelatina al 3% e cloruro di sodio all'1%. La soluzione è saturata con idrogeno solforato (H 2 S).
La composizione delle vernici comprende resine organiche naturali o sintetiche (copal, ecc.), oli (tung, semi di lino) e solventi (trementina, spirito).
Lo smalto resistente alle proteine è costituito da vernice con l'aggiunta di ossido di zinco (ZnO). Ciò è necessario perché nel processo di sterilizzazione, i composti proteici sotto l'influenza della temperatura iniziano a rompersi e nel processo di decomposizione vengono rilasciati composti di zolfo che, reagendo con lo stagno di stagno, danno depositi sulla superficie dello stagno ( nero-blu) solfuro di stagno (SnS). Se questi prodotti di degradazione proteica entrano in contatto con il film di smalto, che contiene ossido di zinco, sulla superficie del film si formeranno composti di solfuro di zinco bianco (ZnS), piuttosto che depositi di colore nero-marrone (SnS).
Le macchine rotative vengono utilizzate per applicare vernici e smalti su lamiere. Una massa speciale viene applicata agli alberi della macchina, che include la gelatina. Dopo il rivestimento, il foglio viene inserito nel forno. La ricottura della vernice viene effettuata ad una temperatura di 180-220 °. Durante la ricottura, il solvente evapora dalla vernice e l'olio polimerizza. Il film diventa duro, elastico e insolubile nel cibo in scatola.
Per ottenere buoni rivestimenti (non porosi), la vernice viene applicata in due strati. Lo spessore dei rivestimenti è di 10-15 micron. L'esterno della lattina è talvolta litografato. Disegni, stampe, vernici vengono applicati su macchine speciali. Negli ultimi anni i conservifici hanno installato macchine in grado di eseguire la stampa litografica in quadricromia. Un vaso, la cui superficie interna è rivestita con vernice e la superficie esterna con litografia e vernice, è molto meno corrosa.
Secondo il metodo di produzione, le lattine sono divise in prefabbricate e senza saldatura. Il tipo principale è un barattolo di latta cilindrico prefabbricato (Fig. 3); si compone di tre parti: corpo, fondo e coperchio. Il corpo della lattina è costituito da un pezzo grezzo (vuoto) con una cucitura longitudinale. Il fondo e il coperchio sono collegati al corpo con una doppia cucitura. La cucitura longitudinale viene trasformata in una serratura all'interno della lattina e saldata all'esterno.
A sinistra - le estremità delle lattine: 1 - con una flangia piegata; 2 - con una flangia arrotondata; a destra - doppia cucitura: 1 - prima che i rulli funzionino; 2 - dopo la prima operazione; 3 - dopo la seconda operazione.
Le parti terminali della cucitura longitudinale sono sovrapposte. Se la cucitura longitudinale lungo l'intera altezza viene trasformata in una serratura, quando è collegata al coperchio e al fondo, ci saranno così tanti strati di stagno (undici anziché sette) che non sarà possibile ottenere la tenuta della cucitura.
I fondi ed i coperchi presentano rilievi che creano l'elasticità del barattolo, pertanto la forma del barattolo, dopo il suo allargamento dovuto all'espansione di volume dei prodotti durante il processo di sterilizzazione, viene ripristinata al raffreddamento.
Le lattine stampate solide non hanno cuciture. Si ottengono per stampaggio su apposita pressa (il corpo della lattina e il coperchio sono stampati).
Le caratteristiche delle lattine prefabbricate sono riportate in tabella. 6.
| Numero di banca | Volume della lattina, cm 3 | Diametro della lattina, mm | Altezza della lattina, mm |
||
| interni | esterno | interno | all'aperto |
||
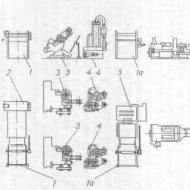
La produzione in serie di lattine viene effettuata su linee automatiche, la cui produttività è molto elevata - fino a 300 lattine al minuto. Nella fig. 4 mostra uno schema di una linea di lattine automatica.

1 e 1a - alimentatori; 2 - forbici ricci; 3 - presse; 4 - macchine per la posa dei pasti; 5 - cesoie circolari; 6 - macchina formatrice; 7, 10, 13, 16 - ascensori; 8, 11, 14, 17 - estro; 9 - piegatrice per flange (flangia); 12 - aggraffatrice; 15 - macchina di prova (tester).
Secondo lo schema, i fogli di stagno vengono posati sulla piattaforma di ricezione dell'alimentatore automatico, i fogli vengono alimentati dall'alimentatore alle forbici ricci, dove vengono tagliati con un coltello riccio in strisce ricci. L'uso di un coltello riccio riduce lo spreco di stagno nella produzione di lattine.
Le strisce tagliate vengono impilate nella sezione di ricezione delle presse automatiche. Nella linea sono installate due presse, sulle quali sono stampati fondi e coperchi per lattine da strisce figurate. Vanno a valle sul disco arricciacapelli, che arriccia i cappelli o fondi (estremità) e li mette in pile. Successivamente le cataste delle estremità vengono trasferite alle macchine per la posa del pastone. Ci sono due macchine nella linea, che applicano pasta di gomma alle estremità. La macchina stendi pasta è dotata di un essiccatoio in cui la pasta viene asciugata e alle estremità rimane solo la base in gomma. Dopo la macchina incollatrice, le estremità essiccate vengono trasferite e poste nei ricevitori delle macchine aggraffatrici. Questo termina la produzione di lattine.
Le macchine eseguono il corpo del barattolo, lo saldano, lo collegano al fondo e controllano il barattolo fabbricato; le macchine funzionano nel seguente ordine.
L'alimentatore alimenta i fogli a doppie cesoie circolari, sulle quali il foglio viene tagliato in rettangoli secondo le dimensioni (sbozzi) richieste per la realizzazione del corpo scatola. Queste strisce rettangolari di lamiera sono chiamate grezzi nella pratica di fabbrica. Questi ultimi vengono impilati manualmente nella parte ricevente della macchina formatrice, dove il corpo viene modellato, viene formata una cucitura longitudinale, rivettata e saldata con saldatura (40% stagno e 60% piombo). Il corpo della lattina finito saldato viene sollevato da un elevatore e viene diretto lungo lo scivolo verso una macchina piegaflangia (flangia), dove il corpo è flangiato su entrambi i lati, cioè è preparato per il collegamento con il fondo e il coperchio. I corpi piegati vengono trasportati dall'elevatore e dallo scivolo alla macchina aggraffatrice. In precedenza è stato affermato che i fondi vengono posizionati nell'officina delle macchine aggraffatrici. Dopo l'aggraffatura, le lattine prodotte vengono alimentate dall'elevatore lungo lo scivolo nella macchina di prova, che viene chiamata nella pratica di fabbrica testo. Il test viene eseguito con aria compressa. Se la lattina è sigillata, la pressione dell'aria al suo interno durante il periodo di prova non cambia, se la lattina perde, la pressione diminuisce e la macchina rifiuta tale lattina. Le lattine testate vengono inviate a un elevatore e, dopo il riscaldamento, a un magazzino container.
Siamo abituati a vedere lattine di stufato, pesce e soda sugli scaffali dei negozi. Per noi sono diventati un attributo ordinario della vita quotidiana. E c'è stato un tempo in cui Napoleone Bonaparte ha promesso 12 mila franchi e il titolo onorifico di "Benefattore dell'umanità" per aver realizzato una tale lattina ...
La tomba di Tutankhamon in Egitto è un grande tesoro dell'umanità, che ha dato un'idea della ricchezza della cultura degli antichi egizi e del vero splendore della corte egiziana. Oltre a oggetti di valore, in questa tomba sono state trovate anatre conservate, che hanno circa 3 mila anni. Le anatre venivano fritte e imbalsamate con olio d'oliva in una ciotola di terracotta. Le metà della ciotola erano tenute insieme da grasso resinoso. Il cibo in scatola ha resistito all'assalto del tempo, la carne si è rivelata adatta al consumo, tuttavia solo gli animali la consumavano.
Un altro dei "conservatori" della prima ondata fu il senatore romano Marco Porcio Catone il Vecchio. Ha scritto un libro intitolato "Sull'agricoltura", che contiene le seguenti righe: "Se vuoi avere succo d'uva tutto l'anno, versalo nell'anfora, macina il tappo e cala l'anfora nella piscina. Toglilo dopo 30 giorni. Il succo resterà per un anno intero ... "
Un irlandese, un italiano e un francese si sono riuniti...
Ma, naturalmente, l'esperienza dei nostri antenati era solo un prerequisito per la creazione di vero cibo in scatola. Per molto tempo, le persone hanno lottato su come conservare il cibo il più a lungo possibile. Ci è voluto tempo: il tempo delle grandi scoperte geografiche e delle brillanti campagne militari, il tempo dello sviluppo del commercio tra gli stati. È noto che il concentrato di zuppa esisteva già nel 1763. MV Lomonosov ha fatto un ordine per la spedizione polare: "Preparare zuppa secca con e senza spezie, un chilo e mezzo di ogni grado". Era impossibile conservare la carne in questo modo. Pertanto, gli chef, con successo variabile, si cimentarono nella difficile impresa dell'inscatolamento.
L'irlandese Needham ha bollito il sugo di agnello in una bottiglia sigillata, ma questo non lo ha salvato dal deterioramento. Lo chef Spallaziani dall'Italia si è reso conto del suo errore: la bottiglia non era ermetica e l'ha eliminata. Come risultato della bollitura in un contenitore ermetico, il cibo è stato mantenuto fresco. Tuttavia, il nome dell'italiano è stato dimenticato.
Nicolas François Apper era un bravo professionista con una catena di ristoranti a Parigi. Si distingueva per rapidità e capacità di rispondere alle richieste dei consumatori. Ha offerto ai francesi ciò che volevano: novità. Nei suoi ristoranti sono state riproposte antiche ricette romane, che hanno riscosso un grande successo tra i visitatori. Ad esempio, ha cotto un uccello nello spirito di una bambola nidificante russa: un'allodola in un pollo, un pollo in un'oca, un'oca in un'otarda e tutto questo è cotto in un cigno. Il successo è stato assordante. Con il passare del tempo, i ristoranti di Upper iniziarono a servire le delizie dell'antica cucina romana: cervelli di struzzo, lingue di usignolo...
I ristoranti di Upper divennero di moda tra i cortigiani e presto Nicolas François fu onorato di essere il fornitore diretto di cibo per la tavola reale.
I risultati di Nidgem e Spallatsiani hanno ispirato Upper. Ha fatto l'esperienza dell'italiano con diversi prodotti e ha fatto a modo suo. Il cibo preparato in un contenitore di vetro sigillato non si è rovinato per diversi mesi.
Esigenze militari
"Pace al mondo!" è un buon slogan, ma non funziona nel mondo. Una campagna militare di successo richiede persone, armi, munizioni e munizioni. Se i problemi con le persone e le armi erano risolvibili, la situazione con le munizioni era peggiore. Era questa domanda che preoccupava Napoleone Bonaparte. Non gli piaceva il fatto che i maestri del cibo non abbiano sempre il tempo di consegnare cibo ai soldati, e loro, invece di combattere, corrono con le pistole dietro alle lepri.
Non aveva paura del capo militare Kutuzov. L'esercito russo è stato riarmato: lo sapeva e non aveva paura. Era spaventato dal territorio: enorme, infinito, con inverni terribili. Un esercito francese affamato difficilmente avrebbe resistito alle temperature invernali della Russia. Alimentazione! Ma come? Sequestrare provviste ai russi? Questa è un'utopia. Porti carne con te? andrà male...
Poi, nel 1809, Bonaparte offrì una solida ricompensa a chiunque trovasse il modo di conservare il cibo. La ricompensa era decente: 12 mila franchi e il titolo "Benefattore dell'umanità". Una volta il cameriere riferì a Napoleone: "Il signor Nicolas François Apper, il proprietario di ristoranti sugli Champs Elysées, vuole vederti". L'imperatore gentilmente acconsentì a ricevere il visitatore.
Cibo in scatola per Bonaparte
Superiore non è venuto al sovrano a mani vuote. Gli porse tre lattine: con un cosciotto d'agnello, polenta di grano saraceno con maiale in umido e composta di pesche. Temendo l'avvelenamento, Napoleone costrinse lo stesso Superiore a mangiare un po', ne diede un pezzo al cane, e solo dopo essersi convinto che tutti fossero vivi provò lui stesso il cibo. E ha fatto un commento: dicono, cucinavi in modo più gustoso. Upper ha detto che i piatti sono stati preparati sei mesi fa. L'imperatore non ci credeva e all'inizio voleva giustiziare un altro ciarlatano, come pensava, ma Nicolas François riuscì a raccontargli la storia della sua invenzione. Si è scoperto che non solo il risultato dell'esperimento di Spallaziani è diventato la base per Upper, ma anche il nome del cibo in scatola (dal latino "conservo" - "conservare") appartiene a un italiano. Nicolas François Apper ha ricevuto il titolo e il premio. Per la sua tenacia e dedizione.
Il cibo in scatola ha notevolmente facilitato il destino dell'esercito francese in Russia, ma non gli ha portato la vittoria. Soldati e partigiani russi trovarono banche nei carri rotti e catturati, ma si rifiutarono di mangiarne il contenuto: l'anima russa non accettava affatto la "carne di rana" francese.
Per la Russia, l'invenzione dei francesi non era un segreto, ma, probabilmente, non fu presa sul serio. Nel 1821, la rivista Russian Archive scrisse di una zuppa di tartaruga in scatola prodotta nelle Indie orientali ma venduta nei negozi di Londra. Il primo conservificio in Russia apparve solo nel 1870.
Sim sim, apri!
Il contenitore per il cibo in scatola non era molto resistente: il vetro si è rotto e il ferro si è rapidamente arrugginito. Nel 1810, il meccanico inglese Peter Durend "ricordò" l'invenzione francese: propose delle lattine e brevettò la sua idea.
Sarebbe andato tutto bene, ma le banche avevano muri troppo spessi. Era impossibile aprirli con un coltello, come adesso. Erano necessari altri strumenti: un martello, uno scalpello e persino un'ascia. Ci sono stati anche incidenti: una volta l'intera spedizione marittima non è stata in grado di aprire un barattolo di latta, che, inoltre, pesava fino a mezzo chilo senza contenuto.
Il cibo in scatola era di grande importanza per le spedizioni polari. Ma, ad esempio, Fridtjof Nansen non voleva portare lattine pesanti durante la spedizione e lui stesso ha sviluppato una ricetta per una biomiscela che non si deteriorasse durante la lunga conservazione. Ha mescolato strutto, miele, burro di noci, cioccolato, olio di pesce e ha assaggiato questo cibo insapore, ma energetico. Grazie alla sua dedizione e ingegnosità, gli esploratori polari non morirono di fame e ebbero la forza di fare scoperte.
Le macchine per fare le lattine iniziarono a essere prodotte a Baltimora e il cibo in scatola prese la forma a cui eravamo abituati. Questo fu l'inizio di una potente industria alimentare. Dal 1819, in America si iniziò a produrre cibo in scatola di aragosta, tonno e frutta. Questi prodotti erano molto popolari. Nel 1860 negli Stati Uniti fu inventato l'apriscatole.
È molto tempo che non ci si vede…
Nel 1857, in una mostra a Londra, furono scoperti e testati cibi in scatola, realizzati da Upper nel 1813 per Napoleone. Erano considerati abbastanza commestibili.
L'idoneità del cibo in scatola per il consumo dopo tutta la durata di conservazione immaginabile e inconcepibile è stata dimostrata più di una volta. Una scatoletta di vitello fritto è "sopravvissuta" a due viaggi per mare ed è finita al museo. È stato realizzato nel 1924 e utilizzato per lo scopo previsto solo nel 1938. Dopo aver aperto la mostra del museo, gli scienziati sono rimasti sorpresi dal tipo di carne buono e appetitoso. Il vitello era rosa brillante e unto. Naturalmente, una tale delicatezza non è stata offerta alle persone. I giovani ratti sani hanno divorato il vitello da entrambe le guance per 10 giorni e nessuno di loro è morto. Anche il gatto non ha rifiutato il trattamento, ma aveva cibo a sufficienza solo per un pasto, il che non ha danneggiato il corpo del gatto.
Successivamente si è scoperto che per il cibo in scatola 14 anni di conservazione non sono un periodo. Andrei Vasilievich Muratov, un partecipante alla prima guerra mondiale, per 50 anni (!) Era il proprietario del cibo in scatola, che riceveva al fronte. Nel 1966 prese il barattolo con la scritta storica  Cannery di Petropavlovsk. Carne stufata. 1916 "presso l'Istituto di ricerca scientifica dell'intera Unione sull'industria conserviera. L'analisi e la degustazione hanno dimostrato che la carne era ottimamente conservata!
Cannery di Petropavlovsk. Carne stufata. 1916 "presso l'Istituto di ricerca scientifica dell'intera Unione sull'industria conserviera. L'analisi e la degustazione hanno dimostrato che la carne era ottimamente conservata!
Tornando ai nostri giorni, vorrei sottolineare che senza l'invenzione di Nicolas François Upper, la nostra vita sarebbe molto più povera e poco interessante. Almeno le capacità tecniche sarebbero molto inferiori. Grazie al francese, i marinai possono navigare e gli astronauti possono volare nello spazio! E questo, vedi, è molto...
Alla fine del XVIII secolo, Napoleone Bonaparte decise di conquistare l'Europa. Le pianificate campagne di conquista richiedevano nuovi modi di conservare il cibo. E poi Napoleone ha annunciato che chiunque troverà un modo per mantenere il cibo fresco a lungo riceverà una solida ricompensa in denaro.
Molti esperti hanno riflettuto su questa domanda, ma il maggior successo è stato il pasticcere e chef Nicolas François Apper. È arrivato all'idea che se il cibo viene posto in una confezione ermetica e quindi sottoposto a un trattamento termico, può essere conservato per un tempo molto lungo.
L'ipotesi si è rivelata corretta. I prodotti preparati con il metodo proposto da Upper sono stati conservati a lungo e successivamente si sono rivelati non solo idonei al consumo, ma anche di altissima qualità. Per conservare il cibo, Upper utilizzava barattoli di ceramica o di vetro, che erano chiusi ermeticamente. Il metodo inventato da Upper salvò i soldati napoleonici da molti problemi con la preparazione del cibo sorti durante le campagne militari.
Nel 1809, Napoleone assegnò a Upper un premio in denaro e gli conferì il titolo di "Benefattore dell'umanità".
L'invenzione del barattolo di latta
Successivamente, l'inglese Peter Durand migliorò l'invenzione di Upper. Nel 1810 brevettò lattine di sua progettazione. Tali contenitori per conservare il cibo in scatola erano molto più convenienti dei vasi di vetro e ceramica.
Naturalmente, le prime lattine erano significativamente diverse nell'aspetto da quelle moderne. Questi contenitori avevano pareti molto spesse; la loro superficie interna era coperta. Erano fatti a mano e il coperchio dei barattoli non era molto comodo. Hanno aperto questo cibo in scatola con un martello e uno scalpello.
Nel corso del tempo, l'America è diventata il centro dell'industria conserviera. Lì iniziarono a produrne di speciali, su cui era possibile realizzare lattine in modo automatizzato. Già nel secondo decennio del 19° secolo, pesce e frutta in scatola erano prodotti in serie negli Stati Uniti. Fu qui che il barattolo di latta acquisì il suo aspetto familiare, familiare a tutti oggi.
È interessante che gli americani abbiano pensato di inventare l'apriscatole solo a metà del XIX secolo.
Nel 1870 apparve il primo conservificio in Russia. Ha prodotto diversi tipi di cibo in scatola, che erano destinati alle esigenze dell'esercito. Manzo fritto, porridge e carne con piselli racchiusi in lattine erano molto apprezzati dai consumatori.
I barattoli di latta sono fatti principalmente di banda stagnata - lamiera sottile rivestita su entrambi i lati da uno strato di stagno (mezza giornata). Alcune fabbriche hanno recentemente iniziato a produrre lattine da fogli di alluminio e leghe di alluminio.
Fino a poco tempo, per la produzione di lattine veniva utilizzato stagno con uno spessore compreso tra 0,24 e 0,32 mm, ma negli ultimi anni è stato padroneggiato un foglio più sottile con uno spessore di 0,20-0,22 mm. L'uso di stagno sottile può migliorare la qualità delle lattine, ridurre il consumo di metallo del 12-16%, nonché ridurre la potenza dei motori elettrici del 10-12% e allungare la durata delle lattine.
A seconda dello spessore, il foglio è diviso per numeri. Il numero della lamiera indica il suo spessore in centesimi di millimetro. Ad esempio, lo stagno n. 25 ha uno spessore di 0,24-0,27 mm, lo stagno n. 28 è 0,27-0,30 mm, ecc.
Per la produzione di lattine viene utilizzato stagno dei seguenti tipi:
1. Banda stagnata di stagnatura a caldo, laminata a caldo e laminata a freddo, di prima e seconda classe per stagnatura.
La quantità di latta applicata su 200 cm2 di superficie della lamiera di prima classe (o su 100 cm2 di lamiera stagnata su entrambi i lati) dovrebbe essere 0,39-0,45 g, per la latta di seconda classe - 0,28-0,38 g.
Le lattine di prima classe vengono utilizzate principalmente per realizzare lattine per granchi in scatola, destinate a una conservazione molto lunga.
2. Foglio laminato bianco di marca ZhK stagnato a caldo, laminato a freddo, prima e seconda classe per rivestimento in stagno. Grazie alla sua buona malleabilità, il foglio laminato bianco è ampiamente utilizzato per la produzione di lattine completamente stampate di varie forme e capacità. La possibilità di produrre questo foglio sotto forma di strisce di varie larghezze ne determina il taglio razionale (stampaggio di lattine e coperchi) con un minimo di scarto.
3. Banda stagnata, laccata, di prima scelta, classe I SEL. Questo foglio è realizzato in acciaio al carbonio dolce, rivestito su entrambi i lati con stagno (lo spessore del rivestimento su ciascun lato del nastro è di 0,8-1 micron) e sopra lo stagno - con vernice o smalto (lo spessore del film di vernice secca è di 8 -12 micron).
Il film di vernice deve essere resistente all'azione di acqua pura (distillata), olio vegetale (a una temperatura di 120 ° C), una soluzione di cloruro di sodio al 3%, una soluzione di acido tartarico al 2%, una soluzione di acido acetico al 3% e un soluzione proteica standard (3% gelatina, 1% cloruro di sodio e 0,2% di solfuro di sodio). Dopo una bollitura di 2 ore delle lamiere in una qualsiasi delle soluzioni indicate, il film di vernice dovrebbe rimanere intatto e conservare la sua lucentezza ed elasticità.
4. Banda stagnata, non verniciata, di prima scelta e di prima scelta, banda stagnata laminata. Per 200 cm2 della superficie di questo foglio, dovrebbero esserci 0,12-0,15 g di latta. Questa latta può essere utilizzata solo per la fabbricazione di lattine e coperchi stampati, a condizione che siano doppiamente rivestiti su entrambi i lati con vernice alimentare cotta a caldo.
Le lattine di alluminio sono prodotte solo da fogli di alluminio trafilati di qualità A-0 e A-00 o sue leghe con magnesio e manganese, il che consente di ridurre lo spessore del metallo da 0,4 a 0,3 mm, poiché la resistenza del leghe è superiore alla resistenza dell'alluminio puro ...
L'alluminio e le sue leghe hanno la stessa resistenza alla corrosione. La resistenza alla corrosione dell'alluminio e delle sue leghe è migliorata mediante anodizzazione elettrochimica e successiva verniciatura con vernice epossifenolica 3-30-59.
In paesi esteri (RDT), per la produzione di lattine, usano anche stagno laccato nero (senza mezzo stagno).
In URSS, la produzione di pesce in scatola in lattine di stagno nero laccato è stata dominata nelle fabbriche di conserve della regione di Kaliningrad e in futuro dovrebbe essere applicata ad altre imprese.
Durante la sterilizzazione del cibo in scatola, le sostanze proteiche del pesce vengono parzialmente distrutte con il rilascio di composti di zolfo, che interagiscono con il rivestimento di stagno (mezza giornata) sulla superficie interna delle lattine di banda stagnata. Di conseguenza, sulla superficie interna delle lattine si forma solfuro di stagno (BpB) sotto forma di una colorazione bluastra. Con un'aumentata porosità di mezza giornata, è possibile la formazione di solfuro di ferro (FeB), che provoca anche un oscuramento della superficie interna delle lattine e persino parte del prodotto adiacente alle loro pareti.
Per prevenire l'oscuramento della superficie interna delle lattine, ridurre la quantità di stagno che passa nel prodotto e prevenire la corrosione delle lattine, solitamente le lattine o le lattine finite vengono verniciate e talvolta la banda stagnata viene passivata.
L'essenza della passivazione è creare un film protettivo di ossidi di stagno sulla superficie della mezza giornata elaborando fogli di latta o lattine finite con una soluzione di un agente ossidante: dicromato di sodio o di potassio e idrossido di sodio. Si forma un film protettivo di ossido come segue. Quando il foglio stagnato viene immerso in una soluzione alcalina di un agente ossidante (dicromato di sodio), dapprima una certa quantità di mezza giornata si dissolve per formare stannite e stannato di sodio:
Bn + O + 2NaOH -> Na25n02 + H20 Bn + 20- "r 2NaOH -> Na25n03 + H20
Quindi stannite e stannato interagiscono per formare ossidi di stagno:
Na25nO2 + NaoBnOz -] - 2H20 - »BnOr + $ nO + 4KaOH.
A causa della sovrasaturazione dello strato di soluzione di stagno adiacente al metallo, si formano sulla superficie del metallo dei centri di cristallizzazione che, crescendo, si trasformano in un film continuo di ossido. I film protettivi di ossido formati sotto l'azione degli ossidanti, a seconda del loro spessore, possono essere suddivisi in tre gruppi:
Pellicole spesse - altamente visibili con uno spessore superiore a 5000 A (1 mmk = 10000 A);
Spessore medio - pellicole presenti su metallo sotto forma di "colori ossidanti", con uno spessore da 400 a 5000 A;
Film sottili - invisibili, rilevabili solo con metodi indiretti, con uno spessore inferiore a 400 A.
I film di ossido passivo su banda stagnata appartengono ai film del terzo gruppo - film invisibili.
Il processo di passivazione dello stagno (o dei barattoli preconfezionati) consiste nelle seguenti operazioni: sgrassaggio dello stagno o dei barattoli;
In pratica passivazione - immersione di stagno (lattine) per alcuni secondi in una soluzione alcalina di un agente ossidante;
Il risciacquo della lamiera passivata (lattine) è stato caricato con acqua fredda e poi calda per rimuovere la soluzione di passivante.
La passivazione è un modo più semplice ed economico per proteggere lo stagno dalla corrosione rispetto al rivestimento con vernici e smalti, aumenta notevolmente la resistenza delle lattine alla corrosione e in alcuni casi può ridurre notevolmente il contenuto di stagno nelle lattine.
Uno dei nuovi modi per proteggere le lattine dalla corrosione consiste nell'applicare sulla loro superficie sottili strati invisibili di olio lubrificante con l'aggiunta di tensioattivi (0,9-0,1%). Il grasso viene applicato alle lattine in un campo di corrente ad alta tensione in una camera speciale. Questo metodo per proteggere le lattine dalla corrosione è stato sviluppato da TsNIICermet.
I barattoli di latta utilizzati nella produzione di conserve di pesce (Fig. 11), a seconda della forma e del metodo di produzione, sono suddivisi in cinque tipi:
/ - prefabbricato cilindrico (con o senza linguetta chiavi in mano);
II- monopezzo cilindrico stampato;
III- forme rettangolari stampate a tinta unita ricci;
IV- forme ovali ricci stampate in tinta unita;
V - forma ellittica interamente stampata.
Le caratteristiche delle lattine cilindriche sono riportate in tabella. 14, e figurato un pezzo timbrato - in tavola. 15.
Tabella 14
|
Diametro, mm |
Altezza, mm |
|||||
|
Interno |
Esterno |
Interno |
All'aperto |
|||
|
Volume, cm:> |
Lunghezza, mm |
Larghezza, mm |
Altezza, mm |
|||||
|
Interno |
Interno |
Interno |
||||||
Per le lattine prefabbricate con linguetta posta sul corpo, la misura I può essere di 4,8-5,0 mm più grande della misura indicata in tabella. 15.
Per lattine con una capacità da 96 a 250 ml, è consentita una fluttuazione di ± 1%, per lattine con una capacità da 250 a 1000 ml - ± 0,5% e per lattine con una capacità di 1000 ml - ± 0,25%.
Le lattine tutte stampate hanno una sola cucitura in corrispondenza della giunzione del corpo e del coperchio, mentre quelle prefabbricate hanno tre cuciture: una lungo il corpo della lattina e due in corrispondenza della giunzione del corpo con le estremità (coperchio e fondo) di La lattina. Riso.
La cucitura longitudinale sul corpo delle lattine prefabbricate è realizzata
Al castello. È costituito da quattro strati di lamiera (Fig. 12) e deve essere approfondito all'interno della cassa e saldato con una lega di stagno (40%) e piombo (60%) per garantire la tenuta della cassa.
Per le lattine, i coperchi e per le lattine prefabbricate, i fondi e i coperchi sono collegati al corpo con una doppia aggraffatura, che è un forte collegamento a tenuta della flangia del coperchio con il corpo della lattina, costituito da cinque strati di stagno con uno strato intermedio di materiale sigillante.
La pasta è più ampiamente utilizzata come materiale sigillante; gli anelli di gomma sono usati anche per le lattine sagomate.
La pasta viene applicata con l'ausilio di apposite macchine stendipasto alle estremità prepiegate (ritorti) delle lattine. Dopo l'essiccazione, forma un sottile film elastico che, durante il processo di inscatolamento, riempie le perdite della cucitura.
Il film della pasta non dovrebbe cambiare durante la sterilizzazione, non dovrebbe macchiare il contenuto della lattina e dargli un sapore e un odore estranei.
![]()
E scottano le estremità delle lattine ricoperte di pasta prima dell'uso, e quindi di solito si limitano solo a strofinarle.
Inoltre, durante l'estrazione del vapore di lattine piene di prodotto con coperchi pre-arrotolati, la pasta ammoniaca-acqua si gonfia e, durante l'aggraffatura finale delle lattine, può fuoriuscire dalla cucitura, il che porta a una violazione della tenuta le lattine e contribuisce al deterioramento del cibo in scatola. La pasta indurita è priva di questi inconvenienti.
Alle estremità delle lattine è presente un rilievo ondulato, che garantisce la loro deformazione elastica durante la sterilizzazione del cibo in scatola. La forma e le dimensioni del rilievo dipendono dalla configurazione e dalle dimensioni delle lattine, nonché dallo spessore del foglio.
I fondi delle lattine prefabbricate vengono marcati su presse durante la loro fabbricazione nelle lattinerie. Quando si contrassegnano i fondi, viene applicata la lettera P - l'indice dell'industria della pesca, il numero assegnato alla fabbrica che produce cibo in scatola (ad esempio, 144 - conservificio di pesce Temryuk) e l'ultima cifra dell'anno di produzione di conserve cibo.
L'iscrizione di marcatura sul fondo della lattina P1446 significa che il cibo in scatola è stato prodotto dall'industria del pesce presso il conservificio Temryuk nel 1966.
I coperchi delle lattine vengono marcati su macchine marcatrici appena prima del riempimento delle lattine piene. I coperchi indicano il numero di serie del turno di lavoro, la data di produzione del cibo in scatola - il giorno e il mese e il marchio di assortimento del cibo in scatola.
Il mese è convenzionalmente designato da lettere dell'alfabeto: gennaio - A,
Febbraio - B, Marzo - C, Aprile - D, Maggio - D, Giugno - E, Luglio - F, Agosto - I, Settembre - C, Ottobre - L, Novembre - M, Dicembre - N.
I marchi di assortimento di cibo in scatola sono indicati da numeri; Le uniche eccezioni sono i marchi di assortimento di cibo in scatola di salmone, passera e sardine dell'Estremo Oriente.
La marcatura sul coperchio della lattina di raccolta 214B051 va letta come segue: secondo turno, 14 marzo, carpa in salsa di pomodoro (il marchio di assortimento di questo cibo in scatola è 051).
Nei conservifici che non hanno negozi di lattine, così come sui pescherecci da traino e su altre navi che ricevono lattine vuote dalle imprese, i contrassegni sui coperchi sono apposti nel seguente ordine: numero dell'impianto o del peschereccio, anno di produzione di cibo in scatola, sequenza numero del turno, data di produzione del cibo in scatola (numero e mese), marchio di assortimento (numero) del cibo in scatola. In questo caso, è consentito applicare segni su due file.
Iscrizione di marcatura sul coperchio di un barattolo di latta 457
455216IG o --------- significa: 45 - Fabbrica di pesce Kikhchik-
Combina, 7 - 1967, 2 - secondo turno, 16I - 16 agosto, G - salmone naturale nel suo stesso succo.
Le lattine di pesce in scatola con timbro solido sono etichettate nel seguente ordine. Quando si stampano le lattine, sul fondo viene stampata solo la lettera P - l'indice dell'industria della pesca; e il resto dei segni: il numero dell'impianto, l'ultima cifra dell'anno di produzione e altri sono applicati alle copertine in due file.
Iscrizione di marcatura sulla copertina timbrata di un pezzo 1336
Nello stabilimento di conserve di pesce di Makhachkala (impianto numero 133) nel 1966 (6); la fila inferiore - nel primo turno (1), 14 gennaio (14A), spratti del Caspio speziati (192 - marchio di assortimento di cibo in scatola).
Sui coperchi delle lattine di cibo in scatola per granchi prodotti in design per l'esportazione, sono stampati o applicati con termica
Vernice resistente e ad asciugatura rapida i seguenti segni: primo - il numero del conservificio galleggiante; la seconda è l'ultima cifra dell'anno di produzione del cibo in scatola; terzo - F o A - designazione convenzionale del tipo di cibo in scatola; il quarto e il quinto sono il numero ordinale del giorno di produzione del cibo in scatola dall'inizio della stagione dell'anno dato. L'iscrizione di marcatura sui coperchi del cibo in scatola per granchi del grado più alto 45F62 o del primo grado 41A62 significa: 4 - conserviera galleggiante "Vsevolod Sibir
Tsev"; 5 - cibo in scatola prodotto nel 1965; F - cibo in scatola premium (Fancy); A - cibo in scatola di prima scelta (Agrade); 62 - il cibo in scatola è stato prodotto il 62° giorno dall'inizio della produzione di granchio in scatola nello stabilimento di Vsevolod Sibirtsev nell'anno in questione.
Sul fondo delle lattine di cibo in scatola per granchi sono stampati i segni dell'URSS: il cibo in scatola è stato prodotto in URSS.
I simboli (numeri) delle imprese conserviere e i marchi di assortimento (numeri) degli alimenti in scatola indicati nell'etichettatura sono uniformi e sono approvati dalle organizzazioni economiche governative.
Prima di essere messe in produzione, le lattine vengono ispezionate e verificate che non ci siano perdite. Durante l'ispezione, vengono scartate le lattine che presentano i seguenti difetti: un afflusso di stagno sulla cucitura longitudinale vicino alla piega; la piega del corpo della lattina è grande; la piega del corpo della lattina è piegata; corpo può obliquo; la piega del corpo del barattolo non è sufficientemente piegata (piega alta); la forma del cerchio di piega è deformata; le flange o il corpo della lattina sono ammaccati.
Anche le banche con sbavature e tacche lungo la cucitura, arrugginite e con una pasta sporgente lungo la cucitura del fondo non sono ammesse alla produzione.
I diametri delle estremità e dei corpi delle lattine devono corrispondere esattamente alle dimensioni stabilite dalla norma, altrimenti risulterà una cucitura errata quando le lattine vengono arrotolate.
Il requisito principale per la qualità delle lattine è la loro tenuta.
Le banche vengono controllate per la tenuta su tester automatici o semiautomatici, che sono acqua e aria.
Nei tester per l'acqua, i barattoli di prova vengono posti in un serbatoio con acqua e riempiti con aria compressa a una pressione non superiore a
1 att. Allo stesso tempo, le lattine che perdono possono essere facilmente rilevate dalle bolle d'aria che fuoriescono attraverso le perdite nelle cuciture.
I tester dell'acqua sono molto affidabili, ma le loro prestazioni sono relativamente basse, quindi vengono utilizzati principalmente per il controllo selettivo della tenuta delle lattine e per il controllo periodico del funzionamento dei tester dell'aria.
I tester dell'aria sono macchine ad alte prestazioni che ti consentono di controllare 100-120 lattine al minuto con il loro aiuto, puoi controllare tutte le lattine per perdite, io lo faccio
nell'industria conserviera. Un tester dell'aria ben regolato scarta le lattine che lasciano passare più di 8-10 cm3 di aria in 30-35 secondi.
articoli Correlati